

















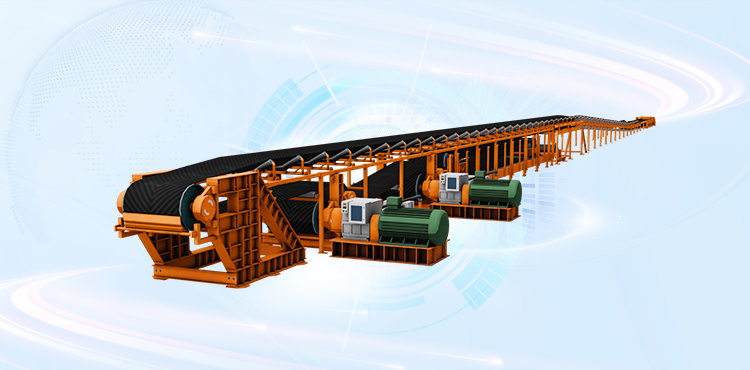
Conveyor Belts
As key production equipment for enterprises in industries such as metallurgy, mining, cement, and ports, conveyor belts are always in a long-term, high-load, and complex operating environment. Once equipment failure occurs, it will affect normal production, causing long-term production stoppages and significant economic losses, and may also bring major challenges to production safety. Ronds's intelligent monitoring solution for conveyor belts uses multiple perceptions and sensory integration to achieve unmanned inspections.


Monitoring Challenges




-
Blind Men Touching an Elephant: Incomplete Coverage
There are many key parts in the conveyor belt, among which the key parts such as rollers and drums currently lack the corresponding technical means to maintain.
-
System Independent Information Island
The various belt fault monitoring systems on site are separated from each other, making it impossible to achieve data linkage and comprehensive judgment. The data island phenomenon is serious, and a unified, integrated and intelligent remote care system has not been formed.
-
Lack of Diagnosis of Mental Retardation
Traditional online monitoring technology has limited capabilities and cannot effectively monitor critical faults such as belt damage and tearing.
Solution Advantages
-
01Diversified Data Collector
Through the combination of Lingque intelligent inspection robot + Industrial Smart Eye intelligent real-time video monitoring + vibration temperature monitoring + longitudinal tear monitoring, diversified monitoring such as vibration temperature, video, image, thermal imaging, sound, gas, etc. is formed to comprehensively evaluate the health of the equipment.
-
02Belt Status Visualization
It intuitively displays equipment health status, real-time monitoring data, alarm classification reminders, equipment status change trends and other key indicators, and supports quick query of equipment history.
-
03Intelligent Anomaly Identification
Combining various belt conveyor failure case data, we build 50+ intelligent algorithm models, and use intelligent algorithms to quickly and accurately identify abnormal problems such as belt deviation, leakage, tearing, and wear.
-
04Remote Diagnosis and Maintenance
Abnormalities are automatically pushed, robots quickly review, and the situation is checked remotely. It is also equipped with professional analysis tools such as infrared, temperature, and sound to meet various fault analysis needs.
-
05Maintenance-Free On-Site Application
The robot adopts patented technology and optimized design, and can cope with complex environments such as dust, low temperature, high temperature, and water vapor, ensuring long-term reliable operation and reducing manual maintenance.
Application
-
Lingque RondsRobot S5 robot
Belts, rollers, brackets, conveyed materials, and environmental status monitoring:
1.Rail-mounted inspection robot with lifting function.
2.Integrates visible light, thermal imaging, sound and environmental monitoring.
3.Deployment of AI algorithm models and intelligent alarm for component-level failures.
4.Automatic push notification of abnormal points and unmanned inspection of faults.
5.Optimized design to adapt to various complex scenarios and ensure long-term reliable operation.01 -
Industrial Intelligence
Industrial Intelligence Real-time monitoring of key components such as belts, rollers, head and tail:
1.Covers various common faults such as belt damage, deviation, leakage, etc.
2.Realize real-time monitoring of material quantity.
3.Personnel safety monitoring and violation identification.02 -
Tear Monitoring Device
Real-time monitoring of belt tearing and damage:
1.7x24 hours monitoring for belt tearing.
2.Deployment of AI algorithm model to realize rapid identification, rapid judgment and rapid shutdown of belt longitudinal tearing.
3.Laser + vision dual monitoring algorithm reduces false alarms and missed alarms, ensuring high accuracy of longitudinal tear monitoring.03 -
Vibration and Temperature Monitoring
Real-time monitoring of transmission components:
1.Collect motor working conditions, self-identify speed and start and stop, and realize accurate alarm and accurate statistics of start and stop time according to working conditions.
2.100+ indicator edge computing to quickly identify abnormal situations.
3.Support full wireless deployment and flexible networking deployment according to on-site conditions.04
Start Your Journey to Intelligent Industrial Equipment Maintenance